据日经报道,日本名古屋大学的宇治原彻教授等人开发出了利用人工智慧(AI)高精度制造新一代半导体使用的碳化硅(SiC)结晶的方法。这种方法能将结晶缺陷数量降至原来百分之一,提高了半导体生产的成品率。2021年6月成立的初创企业计划2022年销售样品,2025年实现量产。
SiC与现在的主流半导体基板硅基板相比,节能性能更高。功率半导体是为实现脱碳社会有望普及的纯电动汽车(EV)及电力控制等不可或缺的元器件,SiC是功率半导体最合适的材料。
不过与硅相比,难以制造原子整齐排列的高品质结晶。制造结晶时,有很多需要调整的地方。比如:温度、作为材料的溶液的浓度以及机械的结构等。难以找到良好的条件,确立将结晶尺寸增大到30厘米的技术用了几十年。
研究团队利用AI优化了多个项目。宇治原教授表示「让AI学习模拟(模拟实验)结果,导出了最佳条件」。经过4年的开发,可以制造能产业利用的约15厘米的尺寸了。
试制的SiC结晶比现有结晶的缺陷数量大幅减少。宇治原教授表示「有缺陷的话,半导体的性能就不稳定,成品率差」。宇治原教授成立了生产销售SiC结晶的名古屋大学创办的初创企业「UJ-Crystal」,计划实现量产。
采用SiC基板的半导体已在美国特斯拉部分主打纯电动汽车「Model 3」中负责马达控制等的逆变器上采用。丰田也在2020年底推出的燃料电池车「MIRAI」的新款车上采用了电装生产的SiC。
初次以外,日本还在SiC的其他方面取得突破
日本产业研究所:速度快12倍的抛光技术
在你今年八月,日本产业研究所表示,他们团队可以实现SiC晶圆的高速整平开发封装技术。特别是在低速的镜面加工中,获得了比以前快12倍的抛光速度。按照他们所说,其建立了一种新的批量式加工技术,可与片式加工方法的镜面磨削工艺相媲美。
报道指出,碳化硅晶圆极难加工。因为它是一种硬而脆的材料。迄今为止,碳化硅鬼片的平整化都是通过研磨或抛光来进行的。前者为单晶圆型,量产效率较差。后者是批处理类型,可以一次处理多张晶圆,但由于加工速度比硅片量产加工要慢,所以需要单位时间加工片数的6倍以上。SiC晶圆的直径从6英寸增加到8英寸。未来,随着市场规模的扩大,量产规模的扩大,需要能够更高效地生产碳化硅晶圆的加工技术。
用于压平晶圆、包裹或以抛光为代表的抛光技术被称为适合批量生产的批量加工技术。用于抛光高硬度碳化硅由于即使使用金刚石浆液(以下简称“浆液”)抛光速度也不会增加,因此需要依靠单硅片加工直到镜面加工(表面粗糙度Ra=1nm)。在抛光过程中,根据普雷斯顿的经验法则,可以通过增加抛光平台的旋转速度和加工压力来提高抛光速度。但存在的问题是,研磨液被平台的离心力切割,摩擦热难以继续抛光,无法提高抛光速度。因此,我们试图通过生产一种固定磨粒平台来解决这些问题,其中将金刚石磨石成型为平台,并将其与高速抛光设备相结合。
图2是碳化硅晶圆在各种抛光条件下的抛光速度对比图。
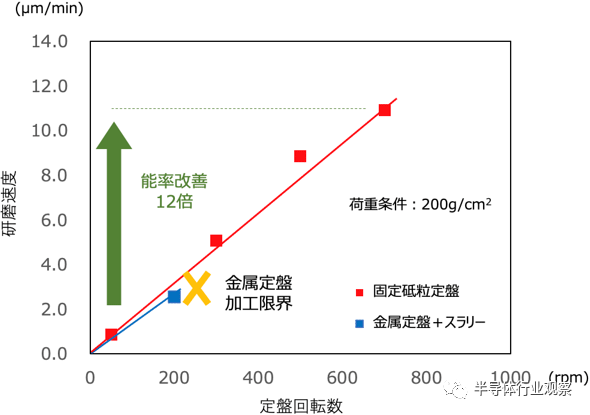
在超过200rpm的平台旋转速度下,使用金属平台和浆料的加工变得困难。另一方面,当使用固定磨粒平台时,确认即使在700rpm下平台旋转速度和抛光速度也是成比例的。这比使用浆料的典型加工条件(例如负载 200 g / cm 2,转速:50 rpm)快约 12 倍,达到与传统磨削相当的速度。
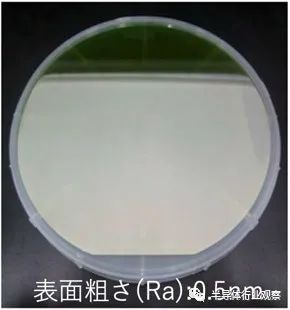
此外,高速抛光的 SiC 晶圆的 Ra 约为 0.5 nm,实现了与传统镜面研磨工艺相同的表面质量。(图 3) 从这些结果可以看出固定磨粒平台和高速抛光装置组合的优越性。
此外,与使用浆料的抛光不同,由于仅使用水作为处理液,因此环境负荷小,并且通过控制供给的水量能够在充分冷却平台的同时确保抛光效率的优点也得到了证明。
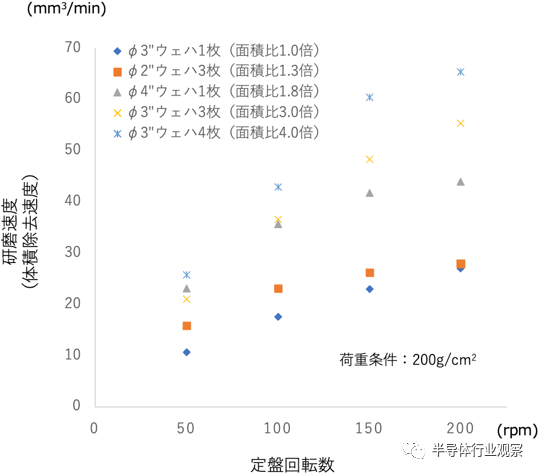
使用平台的抛光主要通过平台的处理压力和转数来控制处理速度,因此可以同时处理多个晶圆的批处理类型。图4表示同时加工多个SiC晶圆时的平台转速与研磨速度的关系。确认了即使晶圆数量增加和处理面积增加也可以保持抛光效率。通过增加每批处理的晶圆数量可以显着缩短每个晶圆的处理时间。此外,通过使用抑制磨损的高硬度磨石,与磨削相比,可以降低磨石的磨损成本,因此在大直径SiC晶圆的量产过程中,可以同时实现高速和低成本。
该团队表示,拟将本次研发的抛光技术引入先进电力电子研究中心的6英寸兼容SiC晶圆集成加工工艺,并应用于同一研究中心的功率器件开发,促进技术示范.
资讯来源:半导体行业观察